- Опубликовано в Продукция
- размер шрифта уменьшить размер шрифта увеличить размер шрифта
- Печать
- Эл. почта
Установка ультразвукового контроля сварных прямошовных труб ПШ-11
Установка ультразвукового контроля сварных прямошовных труб ПШ-11 предназначена для контроля продольного сварного шва труб диаметром от 60 до 168 мм с толщиной стенки от 3 до 11 мм на наличие продольно-ориентированных дефектов и профилометрии зоны линии сплавления сварного шва в соответствии с требованиями следующих нормативных документов:
- спецификации API Spec 5 CT «Спецификации на обсадные и насосно-компрессорные трубы», восьмая редакция;
- спецификации API Spec 5 L «Спецификации на магистральные трубы», 44 издание;
- ГОСТ Р 52203-2004;
- ТУ 14-3Р-27-2000;
- ТУ 14-3Р-28-2001;
- ТУ 14-3Р-29-2002;
- ТУ 14-3Р-31-2005.
Система имеет модуль ультразвукового контроля наличия продольно-ориентированных дефектов в линии сплавления и околошовной зоне, а также модуль профилометрии, предназначенный для измерения толщины стенки основного металла трубы, высоты остаточного наружного и внутреннего грата, а также оценки геометрии зоны сварного шва и прилегающих зон тела трубы.
Рис.1 Общий вид установки ПШ-11 ERW
Основные функциональные возможности и технические характеристики:
- обеспечивает ультразвуковое прозвучивание всего контролируемого объема сварного шва трубы в зоне ± 20 мм от линии сплавления в части выявления продольных дефектов;
- обеспечивает ультразвуковое прозвучивание всего контролируемого объема сварного шва трубы в зоне ± 15 мм от линии сплавления для профилометрии;
- точность определения координаты расположения дефектов вдоль образующей трубы не хуже ± 30 мм;
- погрешность измерения толщины стенки при проведении профилометрии зоны сплавления: 0,1 мм;
- автоматическая краскоотметка дефектов;
- сохранение всех данных по контролю в базе данных;
- формирование отчетов по каждой трубе отдельно и суммарных отчетов и протоколов;
- линейная скорость перемещения трубы на позиции контроля от 20 до 90 м/мин;
- масса установки, не более 2 т.
Комплексная система неразрушающего ультразвукового контроля сварного шва «ПШ-11» была внедрена в декабре 2013 г в производственной линии ЦТМД ОАО «ГАЗПРОМТРУБИНВЕСТ». Она установлена непосредственно за постом трубоэлектросварочного агрегата и системой внутреннего и наружного гратоснимателя перед постом локальной термической обработки зоны сварного шва.

Рис.2 Сканер дефектоскопии установки ПШ-11 ERW
Система эксплуатируется в тяжелых производственных условиях: высокие температуры – до 250 °С в зоне контроля, наличие большого количества окалины и высокая скорость контроля – до 1 м/с. Необходимость эксплуатации оборудования системы в таких жестких условиях продиктована требованием мониторинга процесса сварки трубы до проведения остальных технологических операций, связанных с локальной термообработкой, охлаждением, порезкой и гидроиспытаниями труб.
Применение в системе технологического контроля модуля «профилометрии» позволило определять недопустимые нарушения технологии сварки, выход из строя технологического оборудования стана, своевременно выявлять отклонения за допустимые пределы остаточной высоты наружного и внутреннего грата и оперативно производить подстройку технологического оборудования стана, выявлять дефекты металлургического характера, влияющие на качество сварки.

Рис.3 Сканер «профилометрии» установки ПШ-11 ERW
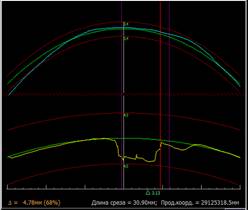
Рис.3 Отображение недоснятого внутреннего грата
Опыт эксплуатации показал высокую эффективность оборудования в части выявления дефектов металла в прикромочной зоне листа, подлежащей сварке, онлайн мониторинга процесса механической обработки наружного и внутреннего гратов сварного шва. Именно благодаря оперативной корректировке параметров сварочного и гратоснимательного оборудования по интуитивно понятным картинам профилей трубы удалось избежать значительного количества брака. А отбраковка дефектных участков трубы до основных технологических операций позволила исключить финансовые потери на термообработку, порезку и гидроиспытания заведомо дефектных труб.
Похожие материалы (по тегу)
- Установка магнитопорошкового контроля муфт УМПК-8
- Система ультразвукового контроля продольных сварных швов труб среднего и большого диаметра САУЗК «УНИСКАН-ЛуЧ ПШ -10»
- Система автоматизированного неразрушающего контроля концов труб
- Системы неразрушающего контроля тела трубы: ультразвукового контроля Т-18, вихретокового контроля Т-18ВТ
- Установка магнитопорошкового контроля муфт «УМПК-4М»